


自动化装配线的适用范围
特点:自动化装配线上固定不变生产制造一种或少数几种货品(零部件),其生产过程是持续的。每一个工作地是根据货品加工工艺流程的排列顺序的。每一个工作地只固定不变开展一道或少数几道工序。根据一致的节拍开展生产制造,所谓节拍,便是流水线上前后生产制造两件同样货品间的时间间隔。自动化装配线上个工作地的生产能力是平衡的、成比例的、各道工序的单件生产加工时间相当于节拍或节拍的倍数。设立传送装置,货品按单向运输路线移动。





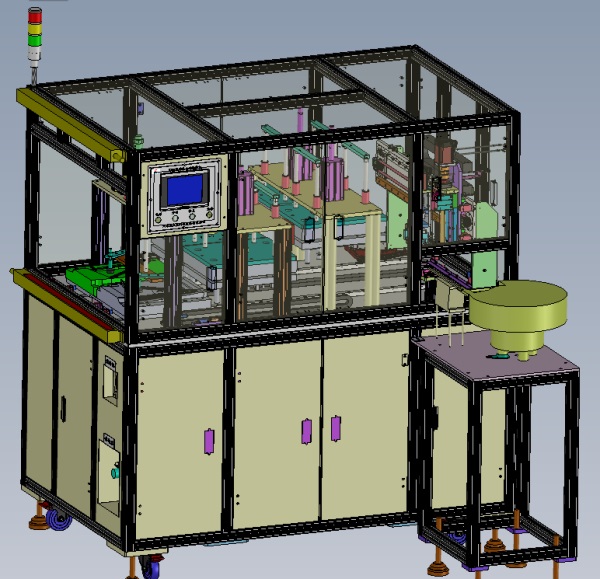
装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的装配要求。装配流水线的传输方式有同步传输的/(强制式)也可以是非同步传输/(柔性式),根据配置的选择,实现手工装配或半自动装配。装配线在企业的批量生产中不可或缺。
适用于各类箱、包、托盘等件货的输送,散料、小件物品或不规则的物品需放在托盘上能够输送单件重量很大的物料,或承受较大的冲击载荷。
丝杆、滑轨 在组装时应特别注意螺帽和滑轨,不可滑出丝杆和滑轨以外,避免滚珠掉出来导致产品报废或影响精度。在组装时确保零件的平行度、垂直度和同心度以后,再进行装配。以防止不合格零件在组装时将丝杆和滑轨固定变形导致报废。阀门的速度调节 阀门的速度应以在不影响生产效率的前提下刚好将产品运走的速度为佳状态。阀门速度过快会有振动或将产品抖飞;过慢会降低生产效率。(注意我们通常使用的为排气节流阀)






 在线客服
在线客服 13752195325
13752195325 slix_zzh@126.com
slix_zzh@126.com


